 |
|
|
|
|
 |
|
PULSAR
Cutting condition
(切削参数)
|
|
|
 |
|
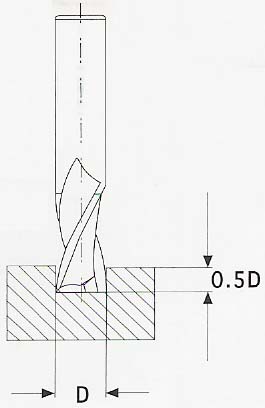
※ The
feed, in long types, should be reduced by around 50%.
注:以上切削参数适合短柄铣刀开槽加工,若是加长型铣刀,进给量应大致减少50%
|
| |
|
| |
v=Cutting
speed 切削速度
n=Revolution per min. 每分钟转数
u=Feed 进给
s,=Feed per tooth 每齿进给
d=Cutting Diameter in mm 切削直径
z=Number of flute 刃数
π=3.14 |
| |
|
| |
v=dπn/1000
(m/min.)
n=v1000/dπ (Rev./min.)
u=s,z n (mm/min.)
s,=u/n z (mm/tooth) |
|
| |
|
MATERIAL
GROUP
材质
|
STEELS
钢
(~500N/mm2)
|
STEELS
钢
(500~800N/mm2)
|
STEELS
钢
(800~1000N/mm2)
|
STEELS
钢
(1100~1300N/mm2)
|
TOOL
STEELS
(模具钢)
|
NICKEL
BASED
High Temp.Alloys
镍基高温合金
|
ALUMINIUM
铝
|
|
CUTTING
SPEED
切削速度
|
v=28-40m/min.
|
v=24-32m/min.
|
v=18-25m/min.
|
v=12-16m/min.
|
v=7-12m/min.
|
v=4-6m/min.
|
v=75-102m/min.
|
|
d
|
z
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
|
2
|
2
|
5600
|
0.003
|
40
|
4500
|
0.003
|
30
|
4000
|
0.003
|
30
|
2240
|
0.003
|
15
|
1600
|
0.003
|
10
|
800
|
0.006
|
10
|
12500
|
0.006
|
160
|
|
3
|
2
|
3550
|
0.007
|
55
|
3150
|
0.007
|
45
|
2500
|
0.008
|
40
|
1600
|
0.006
|
20
|
1000
|
0.007
|
15
|
500
|
0.01
|
10
|
11200
|
0.011
|
250
|
|
4
|
2
|
2800
|
0.012
|
70
|
2240
|
0.012
|
55
|
1800
|
0.012
|
45
|
1120
|
0.013
|
30
|
800
|
0.012
|
20
|
400
|
0.012
|
10
|
8000
|
0.018
|
290
|
|
5
|
2
|
2240
|
0.02
|
90
|
1800
|
0.019
|
70
|
1600
|
0.018
|
60
|
900
|
0.019
|
35
|
630
|
0.019
|
25
|
315
|
0.015
|
10
|
6300
|
0.025
|
315
|
|
6
|
2
|
1800
|
0.025
|
90
|
1600
|
0.025
|
80
|
1250
|
0.024
|
60
|
800
|
0.025
|
40
|
500
|
0.025
|
25
|
250
|
0.02
|
10
|
5600
|
0.028
|
315
|
|
8
|
2
|
1400
|
0.035
|
100
|
1120
|
0.04
|
90
|
900
|
0.038
|
70
|
560
|
0.04
|
45
|
400
|
0.037
|
30
|
180
|
0.027
|
10
|
4000
|
0.048
|
387
|
|
10
|
2
|
1120
|
0.044
|
100
|
900
|
0.05
|
90
|
800
|
0.05
|
80
|
450
|
0.05
|
45
|
315
|
0.047
|
30
|
160
|
0.031
|
10
|
3150
|
0.063
|
400
|
|
12
|
2
|
900
|
0.061
|
110
|
800
|
0.062
|
100
|
630
|
0.063
|
80
|
400
|
0.062
|
50
|
250
|
0.06
|
30
|
125
|
0.06
|
15
|
2500
|
0.075
|
375
|
|
14
|
2
|
800
|
0.068
|
110
|
710
|
0.063
|
90
|
560
|
0.071
|
80
|
355
|
0.07
|
50
|
224
|
0.067
|
30
|
112
|
0.067
|
15
|
2240
|
0.079
|
355
|
|
16
|
2
|
710
|
0.077
|
110
|
560
|
0.08
|
90
|
450
|
0.077
|
70
|
280
|
0.08
|
45
|
180
|
0.083
|
30
|
90
|
0.083
|
15
|
2000
|
0.086
|
345
|
|
18
|
2
|
630
|
0.079
|
100
|
500
|
0.09
|
90
|
400
|
0.087
|
70
|
250
|
0.09
|
45
|
160
|
0.093
|
30
|
80
|
0.093
|
15
|
1800
|
0.095
|
345
|
|
20
|
2
|
560
|
0.089
|
100
|
450
|
0.1
|
90
|
400
|
0.087
|
70
|
224
|
0.1
|
45
|
160
|
0.093
|
30
|
80
|
0.093
|
15
|
1600
|
0.098
|
315
|
|
22
|
2
|
500
|
0.1
|
100
|
450
|
0.1
|
90
|
355
|
0.098
|
70
|
224
|
0.1
|
45
|
140
|
0.107
|
30
|
71
|
0.105
|
15
|
1400
|
0.107
|
300
|
|
25
|
2
|
450
|
0.1
|
90
|
400
|
0.1
|
80
|
315
|
0.095
|
60
|
180
|
0.097
|
35
|
125
|
0.1
|
25
|
63
|
0.119
|
15
|
1250
|
0.112
|
280
|
|
28
|
2
|
400
|
0.1
|
80
|
355
|
0.098
|
70
|
280
|
0.098
|
55
|
160
|
0.093
|
30
|
112
|
0.089
|
20
|
56
|
0.087
|
10
|
1120
|
0.118
|
265
|
|
30
|
2
|
355
|
0.098
|
70
|
315
|
0.095
|
60
|
250
|
0.1
|
50
|
160
|
0.193
|
30
|
100
|
0.1
|
20
|
50
|
0.1
|
10
|
1120
|
0.118
|
265
|
|
32
|
2
|
355
|
0.098
|
70
|
280
|
0.098
|
55
|
224
|
0.1
|
45
|
140
|
0.107
|
30
|
90
|
0.111
|
20
|
45
|
0.111
|
10
|
1000
|
0.118
|
236
|
|
36
|
2
|
315
|
0.095
|
60
|
250
|
0.1
|
50
|
200
|
0.1
|
40
|
125
|
0.1
|
25
|
80
|
0.125
|
20
|
40
|
0.125
|
10
|
900
|
0.124
|
244
|
|
40
|
2
|
280
|
0.107
|
60
|
224
|
0.111
|
50
|
180
|
0.111
|
40
|
112
|
0.111
|
25
|
80
|
0.125
|
20
|
40
|
0.125
|
10
|
800
|
0.125
|
200
|
|
| |
|
|
|
|
|
