 |
|
|
|
|
 |
|
PULSAR
Cutting condition
(��������)
|
|
|
 |
|
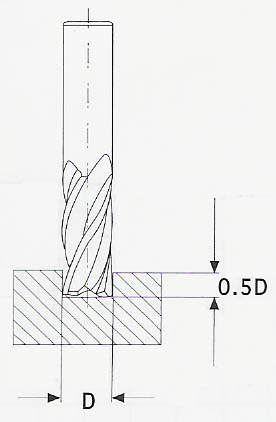
������The
feed, in long types, should be reduced by around 50%.
��ע���������������ʺ϶̱�ϳ�����ۼӹ������Ǽӳ���ϳ����������Ӧ���¼���50%
|
| |
|
| |
��v=Cutting
speed �����ٶ�
��n=Revolution per min. ÿ����ת��
��u=Feed ����
��s,=Feed per tooth ÿ�ݽ���
��d=Cutting Diameter in mm ����ֱ��
��z=Number of flute ����
����=3.14 |
| |
|
| |
�vv=d��n/1000
(m/min.)
��n=v1000/d�� (Rev./min.)
��u=s,z n (mm/min.)
��s,=u/n z (mm/tooth) |
|
| |
|
MATERIAL
GROUP
����
|
STEELS
��
(~500N/mm2)
|
STEELS
��
(500~800N/mm2)
|
STEELS
��
(800~1000N/mm2)
|
STEELS
��
(1100~1300N/mm2)
|
TOOL
STEELS
(ģ�߸�)
|
NICKEL
BASED
High Temp.Alloys
�������ºϽ�
|
ALUMINIUM
��
|
|
CUTTING
SPEED
�����ٶ�
|
v=28-40m/min.
|
v=24-32m/min.
|
v=18-25m/min.
|
v=12-16m/min.
|
v=7-12m/min.
|
v=4-6m/min.
|
v=75-102m/min.
|
|
d
|
z
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
|
2
|
3
|
5600
|
0.004
|
80
|
4500
|
0.004
|
60
|
4000
|
0.004
|
50
|
2240
|
0.004
|
30
|
1600
|
0.004
|
20
|
800
|
0.004
|
10
|
��
|
��
|
��
|
|
3
|
3
|
3550
|
0.009
|
100
|
3150
|
0.009
|
90
|
2500
|
0.009
|
70
|
1600
|
0.009
|
45
|
1000
|
0.01
|
30
|
500
|
0.01
|
15
|
11200
|
0.009
|
315
|
|
4
|
3
|
2800
|
0.013
|
110
|
2240
|
0.013
|
90
|
1800
|
0.014
|
80
|
1120
|
0.013
|
45
|
800
|
0.012
|
30
|
400
|
0.012
|
15
|
8000
|
0.015
|
375
|
|
5
|
3
|
2240
|
0.02
|
140
|
1800
|
0.02
|
110
|
1600
|
0.02
|
100
|
900
|
0.02
|
55
|
630
|
0.021
|
40
|
315
|
0.021
|
20
|
6300
|
0.021
|
400
|
|
6
|
3
|
1800
|
0.026
|
140
|
1600
|
0.026
|
125
|
1250
|
0.026
|
100
|
800
|
0.025
|
60
|
500
|
0.026
|
40
|
250
|
0.026
|
20
|
5600
|
0.023
|
400
|
|
8
|
3
|
1400
|
0.037
|
155
|
1120
|
0.037
|
125
|
900
|
0.037
|
100
|
560
|
0.035
|
60
|
400
|
0.037
|
45
|
180
|
0.037
|
20
|
4000
|
0.041
|
500
|
|
10
|
3
|
1120
|
0.046
|
155
|
900
|
0.046
|
125
|
800
|
0.045
|
110
|
450
|
0.044
|
60
|
315
|
0.047
|
45
|
160
|
0.041
|
20
|
3150
|
0.056
|
530
|
|
12
|
3
|
900
|
0.057
|
155
|
800
|
0.058
|
140
|
630
|
0.058
|
110
|
400
|
0.058
|
70
|
250
|
0.06
|
45
|
125
|
0.053
|
20
|
2500
|
0.066
|
500
|
|
14
|
3
|
800
|
0.064
|
155
|
710
|
0.065
|
140
|
560
|
0.065
|
110
|
355
|
0.065
|
70
|
224
|
0.067
|
45
|
112
|
0.059
|
20
|
2240
|
0.07
|
475
|
|
16
|
3
|
710
|
0.072
|
155
|
560
|
0.074
|
125
|
450
|
0.081
|
110
|
280
|
0.071
|
60
|
180
|
0.074
|
40
|
90
|
0.074
|
20
|
2000
|
0.075
|
450
|
|
18
|
3
|
630
|
0.082
|
155
|
500
|
0.083
|
125
|
400
|
0.091
|
110
|
250
|
0.08
|
60
|
160
|
0.083
|
40
|
80
|
0.083
|
20
|
1800
|
0.083
|
450
|
|
20
|
3
|
560
|
0.092
|
155
|
450
|
0.092
|
125
|
400
|
0.091
|
110
|
224
|
0.089
|
60
|
160
|
0.083
|
40
|
80
|
0.083
|
20
|
1600
|
0.083
|
400
|
|
22
|
3
|
500
|
0.093
|
140
|
450
|
0.092
|
125
|
355
|
0.093
|
100
|
224
|
0.089
|
60
|
140
|
0.095
|
40
|
71
|
0.093
|
20
|
1400
|
0.095
|
400
|
|
25
|
3
|
450
|
0.092
|
125
|
400
|
0.091
|
110
|
315
|
0.095
|
90
|
180
|
0.092
|
50
|
125
|
0.093
|
35
|
63
|
0.079
|
15
|
1250
|
0.1
|
375
|
|
28
|
3
|
400
|
0.104
|
125
|
355
|
0.103
|
110
|
280
|
0.107
|
90
|
160
|
0.104
|
50
|
112
|
0.104
|
35
|
56
|
0.089
|
15
|
1120
|
0.105
|
355
|
|
30
|
3
|
355
|
0.103
|
110
|
315
|
0.105
|
100
|
250
|
0.106
|
80
|
160
|
0.104
|
50
|
100
|
0.1
|
30
|
50
|
0.1
|
15
|
1120
|
0.105
|
355
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
