 |
|
|
|
|
 |
|
PULSAR
Cutting condition
(切削参数)
|
|
|
 |
|
1.Steels
& Alloyed Steels (-HRc 20) 钢及合金钢
2.Steels & Alloyed Steels (HRc 20-30) 钢及合金钢
3.Steels & Alloyed Steels (HRc 30-40) 钢及合金钢
4..Steels & Alloyed Steels (HRc 40) -High Temperature
Alloys 钢及合金钢、高温合金
5.Stainless Steels Titaninum Alloys 不锈钢、钛合金
6.Cast Iron (General & Special) 普通铸铁及特殊铸铁
7.Aluminum Alloys 铝合金
8.Copper, Brass, Non-Ferrous Metals 铜、锡及有色金属 |
| |
|
| |
v=Cutting
speed 切削速度
n=Revolution per min. 每分钟转数
u=Feed 进给
s,=Feed per tooth 每齿进给
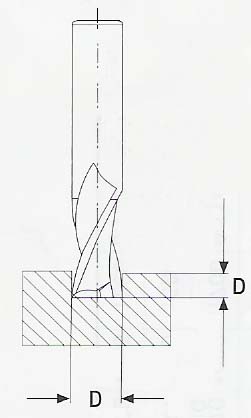
d=Cutting Diameter in mm 切削直径
z=Number of flute 刃数
π=3.14 |
| |
|
| |
v=dπn/1000
(m/min.)
n=v1000/dπ (Rev./min.)
u=s,z n (mm/min.)
s,=u/n z (mm/tooth)
|
|
| |
|
MATERIAL
GROUP
材质
|
1
|
2
|
3
|
4
|
|
CUTTING
SPEED
切削速度
|
v=35m/min.
|
v=30m/min.
|
v=25m/min.
|
v=20m/min.
|
|
d
|
z
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
|
2
|
2
|
5500
|
0.007
|
80
|
4800
|
0.007
|
70
|
4000
|
0.006
|
55
|
3200
|
0.004
|
25
|
|
3
|
2
|
3700
|
0.012
|
90
|
3200
|
0.012
|
80
|
2600
|
0.011
|
60
|
2100
|
0.006
|
25
|
|
4
|
2
|
2800
|
0.016
|
90
|
2400
|
0.016
|
80
|
2000
|
0.015
|
60
|
1600
|
0.007
|
25
|
|
5
|
2
|
2200
|
0.020
|
90
|
1900
|
0.021
|
80
|
1600
|
0.018
|
60
|
1300
|
0.009
|
25
|
|
6
|
2
|
1800
|
0.025
|
90
|
1600
|
0.025
|
80
|
1300
|
0.023
|
60
|
1000
|
0.012
|
25
|
|
8
|
2
|
1400
|
0.032
|
90
|
1200
|
0.033
|
80
|
1000
|
0.030
|
60
|
800
|
0.015
|
25
|
|
10
|
2
|
1100
|
0.041
|
90
|
950
|
0.042
|
80
|
800
|
0.037
|
60
|
640
|
0.019
|
25
|
|
12
|
2
|
900
|
0.050
|
90
|
800
|
0.050
|
80
|
660
|
0.045
|
60
|
530
|
0.023
|
25
|
|
14
|
2
|
800
|
0.056
|
90
|
700
|
0.057
|
80
|
570
|
0.052
|
60
|
450
|
0.024
|
25
|
|
16
|
2
|
700
|
0.071
|
100
|
600
|
0.070
|
85
|
500
|
0.075
|
75
|
400
|
0.037
|
30
|
|
20
|
2
|
550
|
0.091
|
100
|
480
|
0.088
|
85
|
400
|
0.093
|
75
|
320
|
0.054
|
35
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
MATERIAL
GROUP
材质
|
5
|
6
|
7
|
8
|
|
CUTTING
SPEED
切削速度
|
v=50m/min.
|
v=40m/min.
|
v=100m/min.
|
v=75m/min.
|
|
d
|
z
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
n
|
s,
|
u
|
|
2
|
4
|
8000
|
0.004
|
65
|
6500
|
0.011
|
150
|
16000
|
0.010
|
320
|
12000
|
0.010
|
240
|
|
3
|
4
|
5300
|
0.006
|
65
|
4200
|
0.017
|
150
|
11000
|
0.014
|
320
|
8000
|
0.015
|
240
|
|
4
|
4
|
4000
|
0.008
|
65
|
3200
|
0.023
|
150
|
8000
|
0.020
|
320
|
6000
|
0.020
|
240
|
|
5
|
4
|
3200
|
0.010
|
65
|
2500
|
0.030
|
150
|
6400
|
0.025
|
320
|
4800
|
0.025
|
240
|
|
6
|
4
|
2600
|
0.012
|
65
|
2100
|
0.042
|
180
|
5300
|
0.032
|
340
|
4000
|
0.032
|
260
|
|
8
|
4
|
2000
|
0.016
|
65
|
1600
|
0.059
|
190
|
4000
|
0.042
|
340
|
3000
|
0.043
|
260
|
|
10
|
4
|
1600
|
0.020
|
65
|
1300
|
0.077
|
200
|
3200
|
0.053
|
340
|
2400
|
0.054
|
260
|
|
12
|
4
|
1300
|
0.025
|
65
|
1000
|
0.105
|
210
|
2600
|
0.065
|
340
|
2000
|
0.065
|
260
|
|
14
|
4
|
1100
|
0.029
|
65
|
900
|
0.122
|
220
|
2300
|
0.074
|
340
|
1700
|
0.076
|
260
|
|
16
|
4
|
1000
|
0.037
|
75
|
800
|
0.140
|
225
|
2000
|
0.085
|
340
|
1500
|
0.086
|
260
|
|
20
|
4
|
800
|
0.050
|
80
|
640
|
0.187
|
240
|
1600
|
0.106
|
340
|
1200
|
0.108
|
260
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
