|
Material
|
Material
Hardness
(Bhn)
|
��
HSS
Grade
|
Speed(SFM)
|
Feed(IPR)
|
|
TiN
|
TiCN
|
TiAlN
|
3/8��
~1/2��
|
33/64��
~11/16��
|
45/64��
~15/16��
|
31/32��
~1��3/8��
|
1��13/32��
~1��7/8��
|
1��29/32��
~2��9/16��
|
2��19/32��
~4��1/2��
|
|
Free
machining Steel
1213,12L13,1215
12L14,1118 etc
|
100
- 150
|
HSS
|
210
|
260
|
275
|
0.007
|
0.010
|
0.013
|
0.016
|
0.020
|
0.023
|
0.028
|
|
150
- 200
|
HSS
|
190
|
230
|
265
|
0.007
|
0.010
|
0.013
|
0.016
|
0.020
|
0.023
|
0.028
|
|
200
- 250
|
HSS
|
170
|
215
|
235
|
0.006
|
0.010
|
0.013
|
0.016
|
0.020
|
0.023
|
0.028
|
|
Low
Carbon Steel
1015,1020,1140
1025 etc
|
85
- 125
|
HSS
|
180
|
220
|
245
|
0.006
|
0.009
|
0.012
|
0.015
|
0.019
|
0.023
|
0.027
|
|
125
- 175
|
HSS
|
170
|
205
|
235
|
0.006
|
0.009
|
0.012
|
0.015
|
0.019
|
0.023
|
0.027
|
|
175
- 225
|
HSS
|
160
|
190
|
225
|
0.005
|
0.008
|
0.010
|
0.014
|
0.018
|
0.021
|
0.024
|
|
225
- 275
|
HSS
|
145
|
185
|
215
|
0.005
|
0.008
|
0.010
|
0.014
|
0.018
|
0.021
|
0.024
|
|
Medium
Carbon Steel
1035,1050,1045
1055,1140 etc
|
125
- 175
|
HSS
|
170
|
205
|
245
|
0.006
|
0.009
|
0.012
|
0.015
|
0.019
|
0.023
|
0.027
|
|
175
- 225
|
HSS
|
155
|
195
|
225
|
0.005
|
0.008
|
0.010
|
0.014
|
0.018
|
0.021
|
0.024
|
|
225
- 275
|
HSS
|
145
|
185
|
205
|
0.005
|
0.008
|
0.010
|
0.014
|
0.018
|
0.021
|
0.024
|
|
275
- 325
|
SH,PH
|
135
|
170
|
190
|
0.004
|
0.007
|
0.009
|
0.012
|
0.016
|
0.019
|
0.022
|
|
Structural
Steel
A36,A516,A182 etc
|
100
- 150
|
HSS
|
145
|
185
|
205
|
0.006
|
0.010
|
0.012
|
0.014
|
0.018
|
0.021
|
0.026
|
|
150
- 250
|
HSS
|
125
|
155
|
180
|
0.005
|
0.009
|
0.010
|
0.012
|
0.016
|
0.019
|
0.024
|
|
250
- 350
|
SH,PH
|
100
|
135
|
135
|
0.004
|
0.008
|
0.009
|
0.010
|
0.014
|
0.017
|
0.020
|
|
Cast
Iron/S,G Iron
A48-76 GR30/GR45
A536-72 60-40-18
A220-76 GR40010 etc
|
120
- 150
|
HSS
|
170
|
210
|
245
|
0.007
|
0.012
|
0.016
|
0.020
|
0.024
|
0.027
|
0.030
|
|
150
- 200
|
HSS
|
160
|
190
|
230
|
0.006
|
0.011
|
0.014
|
0.018
|
0.022
|
0.025
|
0.028
|
|
200
- 220
|
HSS
|
135
|
175
|
190
|
0.006
|
0.009
|
0.012
|
0.016
|
0.018
|
0.021
|
0.024
|
|
220
- 260
|
SH,PH
|
115
|
145
|
170
|
0.005
|
0.007
|
0.009
|
0.012
|
0.014
|
0.017
|
0.020
|
|
260
- 320
|
SH,PH
|
95
|
115
|
135
|
0.004
|
0.006
|
0.007
|
0.009
|
0.012
|
0.014
|
0.016
|
|
Alloy
Steel
8620,4130,4137
4140,6150 etc
|
125
- 175
|
HSS
|
160
|
190
|
205
|
0.006
|
0.008
|
0.010
|
0.014
|
0.017
|
0.019
|
0.022
|
|
175
- 225
|
HSS
|
150
|
185
|
190
|
0.005
|
0.008
|
0.010
|
0.014
|
0.017
|
0.019
|
0.022
|
|
225
- 275
|
HSS
|
135
|
165
|
185
|
0.005
|
0.007
|
0.010
|
0.014
|
0.017
|
0.019
|
0.022
|
|
275
- 325
|
SH,PH
|
125
|
155
|
175
|
0.004
|
0.006
|
0.009
|
0.012
|
0.015
|
0.017
|
0.020
|
|
325
- 375
|
SH,PH
|
115
|
140
|
150
|
0.003
|
0.006
|
0.009
|
0.012
|
0.015
|
0.017
|
0.020
|
|
Tool
Steel
H13,H21,A2,S1 etc
|
150
- 200
|
SH
|
85
|
110
|
110
|
0.004
|
0.006
|
0.008
|
0.010
|
0.012
|
0.015
|
0.017
|
|
200
- 250
|
SH,PH
|
60
|
90
|
85
|
0.004
|
0.006
|
0.008
|
0.010
|
0.012
|
0.015
|
0.017
|
|
High
Temp.Alloy
Hastelloy B,Inconel etc
|
140
- 220
|
SH,PH
|
35
|
35
|
40
|
0.003
|
0.007
|
0.008
|
0.010
|
0.012
|
0.015
|
-
|
|
220
- 310
|
PH
|
30
|
30
|
35
|
0.003
|
0.006
|
0.007
|
0.008
|
0.010
|
0.012
|
-
|
|
High
Strength Alloy
9840,4340,4330V etc
|
225
- 300
|
SH,PH
|
80
|
110
|
115
|
0.005
|
0.007
|
0.009
|
0.010
|
0.014
|
0.017
|
0.020
|
|
300
- 350
|
SH,PH
|
60
|
85
|
90
|
0.004
|
0.007
|
0.009
|
0.010
|
0.014
|
0.017
|
0.020
|
|
350
- 400
|
PH
|
55
|
70
|
70
|
0.003
|
0.006
|
0.008
|
0.009
|
0.012
|
0.015
|
0.018
|
|
Aluminium
2014,6061,7075 etc
|
30
|
HSS
|
620
|
750
|
800
|
0.008
|
0.013
|
0.016
|
0.020
|
0.022
|
0.025
|
0.025
|
|
180
|
HSS
|
300
|
450
|
450
|
0.008
|
0.013
|
0.016
|
0.018
|
0.022
|
0.025
|
0.025
|
|
Stainless
Steel
310,316,410,330 etc
|
135
- 185
|
HSS
|
80
|
95
|
110
|
0.006
|
0.008
|
0.009
|
0.011
|
0.014
|
0.016
|
0.020
|
|
185
- 275
|
HSS
|
65
|
75
|
95
|
0.005
|
0.007
|
0.008
|
0.010
|
0.012
|
0.014
|
0.018
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
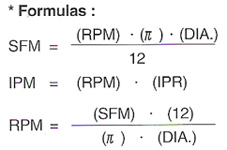
| RPM
= revolution per minute(rev/min) |
|
|
SFM
= surface feet per minute(ft/min)
|
|
DIA
= diameter of drill (inch)
|
|
IPR
= feed rate (in/rev)
|
|
IPM
= inch per minute penetration rate
|
HSS
Grade��HSS = HSS M4��SH = Super HSS T15�� PH
= Premium HSS M48
The recommendations for speeds, feeds and other parameters
presented in this chart are nominal
recommendations and should be considered only as good starting
points.
Speed and feed reductions (20% reduction in speed and 10%
reduction in feed) are recommended. |
|