|
Material
|
Material
Hardness
(Bhn)
|
★
CARBIDE
Grade
|
Speed(M/min)
|
Feed(mm/rev)
|
|
TiN
|
TiCN
|
TiAlN
|
Ø9.5
~12.5
|
Ø13
~17.5
|
Ø18
~24
|
Ø25
~35
|
Ø36
~47
|
|
Free
machining Steel
1213,12L13,1215
12L14,1118 etc
|
100
- 150
|
P40
|
101
|
113
|
125
|
0.13
|
0.21
|
0.29
|
0.36
|
0.47
|
|
150
- 200
|
P40
|
88
|
99
|
110
|
0.13
|
0.19
|
0.27
|
0.31
|
0.42
|
|
200
- 250
|
P40
|
82
|
88
|
101
|
0.12
|
0.18
|
0.24
|
0.29
|
0.38
|
|
Low
Carbon Steel
1015,1020,1140
1025 etc
|
85
- 125
|
P40
|
94
|
110
|
119
|
0.15
|
0.19
|
0.25
|
0.35
|
0.45
|
|
125
- 175
|
P40
|
82
|
88
|
107
|
0.13
|
0.19
|
0.24
|
0.34
|
0.44
|
|
175
- 225
|
P40
|
76
|
82
|
96
|
0.10
|
0.17
|
0.20
|
0.30
|
0.41
|
|
225
- 275
|
P40
|
62
|
73
|
84
|
0.10
|
0.17
|
0.19
|
0.29
|
0.37
|
|
Medium
Carbon Steel
1035,1050,1045
1055,1140 etc
|
125
- 175
|
P40
|
82
|
88
|
102
|
0.12
|
0.19
|
0.24
|
0.34
|
0.42
|
|
175
- 225
|
P40
|
75
|
84
|
93
|
0.11
|
0.17
|
0.20
|
0.30
|
0.40
|
|
225
- 275
|
P40
|
66
|
70
|
84
|
0.10
|
0.17
|
0.19
|
0.29
|
0.38
|
|
275
- 325
|
P40
|
56
|
64
|
67
|
0.10
|
0.14
|
0.16
|
0.25
|
0.35
|
|
Structural
Steel
A36,A516,A182 etc
|
100
- 150
|
P40
|
75
|
82
|
91
|
0.14
|
0.23
|
0.27
|
0.29
|
0.40
|
|
150
- 250
|
P40
|
62
|
70
|
75
|
0.13
|
0.19
|
0.24
|
0.26
|
0.38
|
|
250
- 350
|
P40
|
55
|
64
|
73
|
0.10
|
0.17
|
0.20
|
0.22
|
0.32
|
|
Cast
Iron/S,G Iron
A48-76 GR30/GR45
A536-72 60-40-18
A220-76 GR40010 etc
|
120
- 150
|
K20,K10
|
98
|
125
|
137
|
0.13
|
0.22
|
0.27
|
0.37
|
0.48
|
|
150
- 200
|
K20,K10
|
95
|
101
|
125
|
0.12
|
0.20
|
0.25
|
0.35
|
0.46
|
|
200
- 220
|
K20,K10
|
75
|
91
|
111
|
0.12
|
0.18
|
0.20
|
0.31
|
0.35
|
|
220
- 260
|
K20,K10
|
66
|
81
|
93
|
0.10
|
0.15
|
0.17
|
0.24
|
0.33
|
|
260
- 320
|
K20,K10
|
56
|
70
|
79
|
0.10
|
0.14
|
0.14
|
0.20
|
0.27
|
|
Alloy
Steel
8620,4130,4137
4140,6150 etc
|
125
- 175
|
P40
|
79
|
85
|
98
|
0.13
|
0.20
|
0.24
|
0.31
|
0.39
|
|
175
- 225
|
P40
|
73
|
81
|
88
|
0.13
|
0.19
|
0.22
|
0.30
|
0.37
|
|
225
- 275
|
P40
|
66
|
73
|
81
|
0.10
|
0.18
|
0.21
|
0.29
|
0.36
|
|
275
- 325
|
P40
|
62
|
70
|
78
|
0.09
|
0.15
|
0.20
|
0.28
|
0.35
|
|
325
- 375
|
P40
|
53
|
58
|
64
|
0.08
|
0.13
|
0.19
|
0.24
|
0.33
|
|
Tool
Steel
H13,H21,A2,S1 etc
|
150
- 200
|
P40
|
50
|
56
|
67
|
0.07
|
0.12
|
0.17
|
0.22
|
0.27
|
|
200
- 250
|
P40
|
37
|
46
|
50
|
0.07
|
0.12
|
0.16
|
0.21
|
0.26
|
|
High
Temp.Alloy
Hastelloy B,Inconel etc
|
140
- 220
|
K20
|
26
|
27
|
30
|
0.08
|
0.32
|
0.17
|
0.22
|
0.26
|
|
220
- 310
|
K20
|
20
|
23
|
24
|
0.08
|
0.28
|
0.15
|
0.19
|
0.23
|
|
High
Strength Alloy
9840,4340,4330V etc
|
225
- 300
|
P40
|
49
|
55
|
62
|
0.13
|
0.18
|
0.19
|
0.23
|
0.34
|
|
300
- 350
|
P40
|
43
|
49
|
55
|
0.10
|
0.15
|
0.18
|
0.22
|
0.30
|
|
350
- 400
|
P40
|
38
|
43
|
47
|
0.08
|
0.13
|
0.15
|
0.19
|
0.24
|
|
Aluminium
2014,6061,7075 etc
|
30
|
K20
|
366
|
396
|
427
|
0.19
|
0.32
|
0.40
|
0.47
|
0.52
|
|
180
|
K20
|
244
|
290
|
291
|
0.17
|
0.27
|
0.34
|
0.45
|
0.49
|
|
Stainless
Steel
310,316,410,330 etc
|
135
- 185
|
K20
|
50
|
55
|
62
|
0.14
|
0.20
|
0.22
|
0.26
|
0.32
|
|
185
- 275
|
K20
|
38
|
44
|
46
|
0.12
|
0.18
|
0.19
|
0.24
|
0.28
|
|
|
|
|
|
|
|
|
|
|
|
|
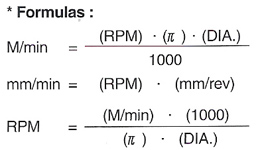
| RPM
= revolution per minute(rev/min) |
|
|
M/min
= surface meter per minute(M/min)
|
|
DIA
= diameter of drill (mm)
|
|
mm/rev
= feed rate(mm/rev)
|
|
|
The recommendations for speeds, feeds and other parameters
presented in this chart are nominal
recommendations and should be considered only as good starting
points.
Speed and feed reductions (20% reduction in speed and 10%
reduction in feed) are recommended. |
|